5 Inch gauge railway wagon CHD (part 4)
This section will describe the making of the buffers and the coupling.
Making of the buffers.
 The buffers are made outoff some flat steel, round steel and bolds.
The buffers are made outoff some flat steel, round steel and bolds.
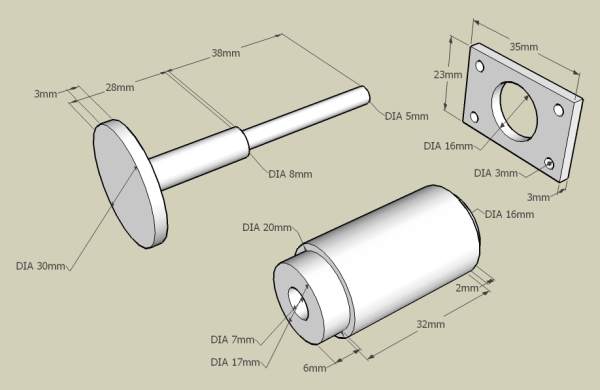 The flat steel buffer mounting plate is bored a indicated. The 4 3mm holes are placed 4 mm outoff the edge.
The flat steel buffer mounting plate is bored a indicated. The 4 3mm holes are placed 4 mm outoff the edge.
 The actual buffer is made outoff an M12 bold which already has the rough shape.
Only some light turning on the lathe was needed to turn the buffer
in the right shape. Note that one buffer is round and the other is flat.
The actual buffer is made outoff an M12 bold which already has the rough shape.
Only some light turning on the lathe was needed to turn the buffer
in the right shape. Note that one buffer is round and the other is flat.
 The flat buffer mounting plate and the round buffer holder were welded together.
To mount the buffer, 4 3mm holes were bored in the headstock.
Centrally between the 4 holes a 5mm hole was bored to guide the bufferpin through.
The buffer were mounted with regular M3 bolds and locking M3 nuts.
The locking nut has a bit more height than the regular M3 nut and therefor looks better (I think).
When assembing the buffer a spring is inserted into the buffer holder and the buffer pin
is locked behind the headstok with a small splitpin.
The flat buffer mounting plate and the round buffer holder were welded together.
To mount the buffer, 4 3mm holes were bored in the headstock.
Centrally between the 4 holes a 5mm hole was bored to guide the bufferpin through.
The buffer were mounted with regular M3 bolds and locking M3 nuts.
The locking nut has a bit more height than the regular M3 nut and therefor looks better (I think).
When assembing the buffer a spring is inserted into the buffer holder and the buffer pin
is locked behind the headstok with a small splitpin.
The couplings.
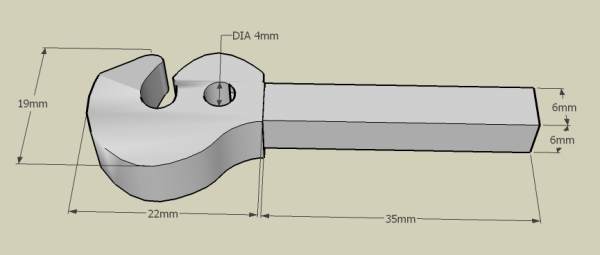
 The couplings are made outoff some flat bar (8mm thick) using a paper template.
The couplings are made outoff some flat bar (8mm thick) using a paper template.
 After cutting roughly to shape the couplings were filed into the right shape.
Note that on the picture the finished coupling does not have the hole bored for the coupling arms (4mm).
Additionally a 3mm hole is bored through the square end of the coupling.
After mounting the coupling through the headstock a small spring is placed over the square end of the coupling.
The spring is locked with a smallpin through the 3mm hole.
After cutting roughly to shape the couplings were filed into the right shape.
Note that on the picture the finished coupling does not have the hole bored for the coupling arms (4mm).
Additionally a 3mm hole is bored through the square end of the coupling.
After mounting the coupling through the headstock a small spring is placed over the square end of the coupling.
The spring is locked with a smallpin through the 3mm hole.
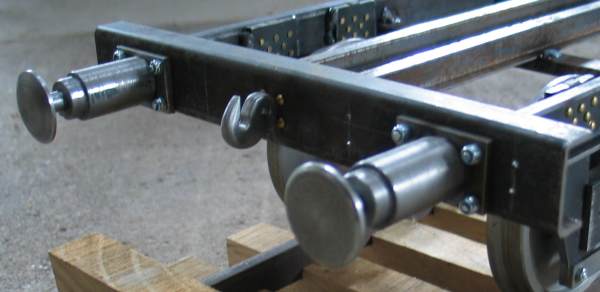 With the buffers and coupling mounted the headstock looks quite complete already.
With the buffers and coupling mounted the headstock looks quite complete already.
The overview of the chassis.
 The chassis in its current state. Note the spring on the coupling.
The chassis in its current state. Note the spring on the coupling.
 The sketchup model.
The sketchup model.
Back to CHD part 3 of the build. or to the next chapter CHD part 5 of the build.
- www.schaalbouw.nl/projects © 2013 E.Paijmans
-

-

-
