Citroën ID/DS Flaring tool
This page describes a simple to make and cheap flaring tool to make the characteristic Citroen flare on a hydraulic hose. The tool can be made with simple tools and is an alternative for the more expensive commercially available tools. The tool displayed on this page is for 3,5 mm hydraulic hoses.
In the past I bought a flaring tool for 4,5mm hydraulic hoses from a local specialist. This tool works fine for many years already. Nowadays these tools are not sold anymore as far as I know. Currently flaring tools for Citroen hydraulic hoses are sold in the range of 350 to 400 Euros. This is a lot of money for making a hydraulic hose every now and then. For making new hoses for my Citroen CX I was looking into a cheap alternative for making a flair to a 3,5mm hose. The cheapest and easiest alternative was to make a tool myself. I am not a very good machinist so the objective was cheap and simple to make.
 The tool can be made with a drill in a vertical stand or a proper vertical drilling machine.
The tool displayed will be for 3,5mm hoses used on e.g. the CX, BX and XM.
A tool for the DS 4,5mm hoses will have different hole diameters.
A mill or Lathe is not neccesary but can be used for accuracy.
The tool can be made with a drill in a vertical stand or a proper vertical drilling machine.
The tool displayed will be for 3,5mm hoses used on e.g. the CX, BX and XM.
A tool for the DS 4,5mm hoses will have different hole diameters.
A mill or Lathe is not neccesary but can be used for accuracy.
The base of the tool is 2 pieces of steel of the approximate measures in the underlaying drawing.
Drill two 5mm holes through both plates in a single pass.
This will make sure the holes are aligned which is essential for all further drilling.
In the bottom plate tap the hole with an M6 tap.
In the top plate the 5mm holes should be drilled with a 6 mm drill.
This will allow the plates to be screwed together with a M6 20mm bolt.
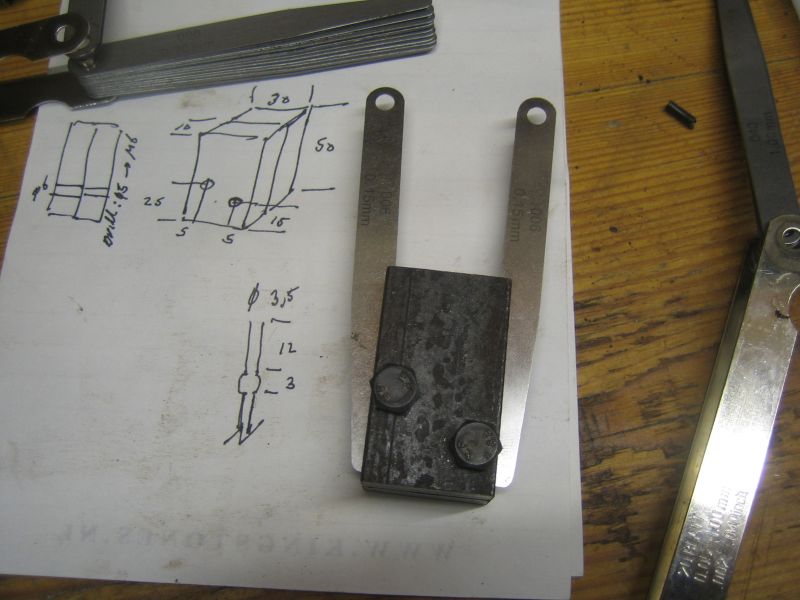 In order to be able to lock the 3,5mm hose firmly in the tool, I made the hole a little smaller.
I did this by screwing the two plates together with on both sites a feeler gauge plate of 0,15mm between them.
This will slightly hold the plates apart when boring the 3.5 mm hole.
Fix the assembly in a vice and make sure the plates are square to the surface of the dilling table.
Drill the 3,5mm hole through from top to bottom, exactly in the center of both plates.
In order to be able to lock the 3,5mm hose firmly in the tool, I made the hole a little smaller.
I did this by screwing the two plates together with on both sites a feeler gauge plate of 0,15mm between them.
This will slightly hold the plates apart when boring the 3.5 mm hole.
Fix the assembly in a vice and make sure the plates are square to the surface of the dilling table.
Drill the 3,5mm hole through from top to bottom, exactly in the center of both plates.
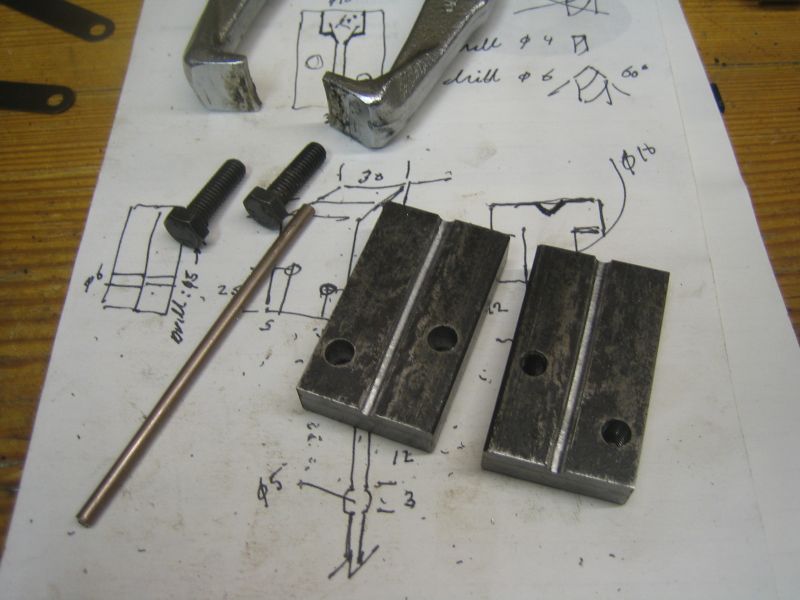 After the drilling it will look similar to the picture above when unscrewing the bolts.
After the drilling it will look similar to the picture above when unscrewing the bolts.
 After that the plates are screwed firmly together and a 10 mm hole is drilled using the 3,5mm hole as the center.
This hole needs to be around 15 mm deep.
After that the plates are screwed firmly together and a 10 mm hole is drilled using the 3,5mm hole as the center.
This hole needs to be around 15 mm deep.
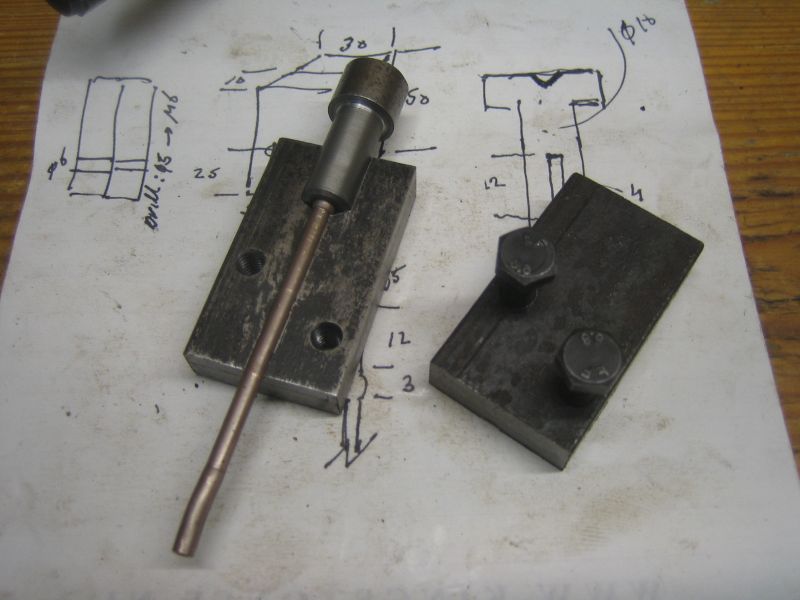
On top of this picture is the bolt I used to make the pressing cilinder.
 The pressing cilinder can be made of a M10 bolt with a straight shaft. I cut is to the required lenght of around 30mm.
Then a 3,5mm hole, 15mm deep, needs to be drilled in the center of the bolt. Drilling in the center needs to be accurate.
I made a mistake in the drilling so I had to redo it. That's why there are two pressing cylinders in the picture.
I used a center drill to make a 60 degree angled exit about 2 mm deep into the 3,5mm hole. This will help to form the flange.
The pressing cilinder can be made of a M10 bolt with a straight shaft. I cut is to the required lenght of around 30mm.
Then a 3,5mm hole, 15mm deep, needs to be drilled in the center of the bolt. Drilling in the center needs to be accurate.
I made a mistake in the drilling so I had to redo it. That's why there are two pressing cylinders in the picture.
I used a center drill to make a 60 degree angled exit about 2 mm deep into the 3,5mm hole. This will help to form the flange.
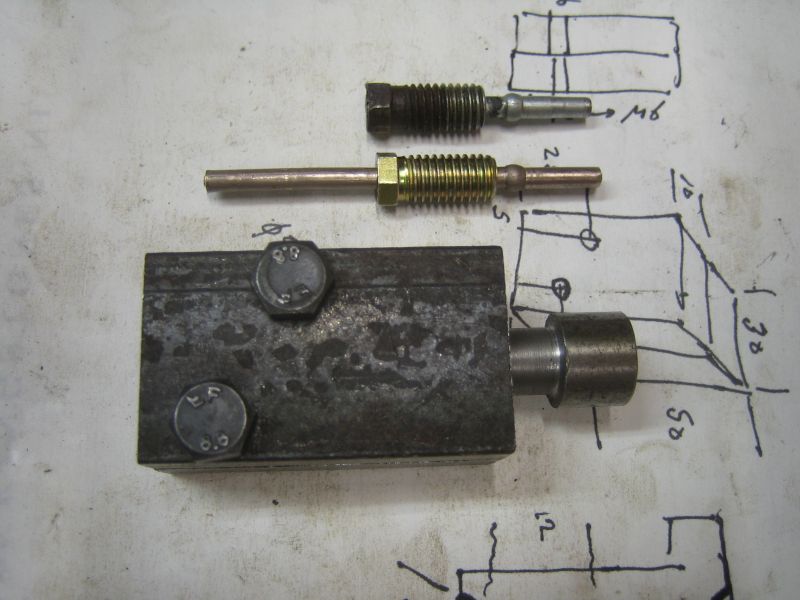
 This picture shows how the flange is pressed onto the hydraulic hose. A simple pulley remover is used to do the pressing.
This picture shows how the flange is pressed onto the hydraulic hose. A simple pulley remover is used to do the pressing.
 When opening the plates this is what it looks like.
In order to remove the pressing cilinder it is the easiest to screw the plates together again and pull the pressing cilinder outwards.
Then unscrew the plates and remove the hydraulic hose.
When opening the plates this is what it looks like.
In order to remove the pressing cilinder it is the easiest to screw the plates together again and pull the pressing cilinder outwards.
Then unscrew the plates and remove the hydraulic hose.
 In this image the result can be seen. Not bad for such a cheap and easy to make tool.
In this image the result can be seen. Not bad for such a cheap and easy to make tool.
- www.schaalbouw.nl/citroen © 2014 E.Paijmans
-

-

-

-

-

-

-

-
